Detail
Resource:Lovato, K., Fier, P. S., & Maloney, K. M. (2021). The application of modern reactions in large-scale synthesis. Nature Reviews Chemistry, 5(8), 546–563. doi:10.1038/s41570-021-00288-z
Abstract
In the past decade, the field of organic synthesis has witnessed tremendous advancements in the areas of photoredox catalysis, electrochemistry, C–H activation, reductive coupling and flow chemistry. While these methods and technologies offer many strategic advantages in streamlining syntheses, their application on the process scale is complicated by several factors. In this Review, we discuss the challenges that arise when these reaction classes and/or flow chemistry technology are taken from a research laboratory operating at the milligram scale to a reactor capable of producing kilograms of product. We discuss how these challenges have been overcome through chemical and engineering solutions. Specifically, this Review will highlight key examples that have led to the production of multi-hundred-gram to kilogram quantities of active pharmaceutical ingredients or their intermediates and will provide insight on the scaling-up process to those developing new technologies and reactions
Synthetic chemistry is at the core of drug discovery and development in the pharmaceutical industry, as it is the primary tool used in the identification and production of new medicines1. As such, the development of new synthetic methods can have major impacts on the pharmaceutical industry, not only by increasing overall efficiency but also by enabling access to novel chemical matter. Specifically, with the development of new methods in the areas of photoredox catalysis, electrochemistry, C–H activation, and reductive coupling, as well as with increased use of flow chemistry technology, the synthesis of target compounds can potentially be streamlined by decreasing step counts, avoiding redox manipulations and redefining how molecules are being assembled from simple starting materials. For a given compound under investigation in the pharmaceutical industry, the goals of synthetic chemistry vary drastically, depending on the stage of development and the scale on which a given compound needs to be prepared. In the drug discovery space, the goals of synthetic chemistry are primarily to access new compounds, typically at the milligram scale, to test biological hypotheses, and to ultimately identify a candidate that is worthy of being carried into clinical development. Almost invariably, synthetic intermediates and final compounds are purified by chromatography, high yields are less meaningful than accessing compounds quickly, divergent routes are preferred overconvergent routes to facilitate structure-activity relationship (SAR) studies, the costs of reagents and catalysts are often negligible relative to the value of synthesizing new targets and issues that are typically prevalent in large-scale syntheses, such as effective mixing and heat transfer, can be easily overcome.
As a compound progresses in development, the material demands also increase. In general, decagram quantities of active pharmaceutical ingredient (API) are needed for early animal studies and formulation work, then kilogram quantities for clinical trials and additional lab development, and the potential for metric tons of material needed to supply patients once a drug is approved. Throughout this progression, the focus of synthetic chemistry changes, with the general goals of process chemists being the development of green and economical routes. These overall goals are achieved through the development of the shortest, most convergent routes, the development of robust syntheses that use readily available raw materials, reagents, and catalysts, and the use of simple isolation and purification operations for intermediates and final targets. Furthermore, when the scale of reagents, by-products, exotherms, waste, etc. is increased, the safety of an overall process becomes highly important. In process chemistry, additional developmental complexities are revealed, such as the control of transition metals and potentially mutagenic impurities in the API at levels below ICH guidelines2, maximizing material throughput by carrying out reactions at high concentration, avoiding halogenated solvents and hazardous reagents, and minimizing waste generation. All of these factors are further complicated by the need to invest early in a single route by which the API will be prepared for clinical and commercial supply.
In this Review, we will focus on four modern reaction classes that have many attractive features, as well as the enabling technology of continuous flow chemistry. The selected topics (i.e. photoredox catalysis, electrochemistry, C–H activation, reductive coupling and flow chemistry) present unique challenges that need to be overcome when used for the large-scale synthesis of complex molecules. These innovative synthetic techniques, which have been thoroughly explored on a small scale, can provide access to strategic and convergent bond formations that simplify the synthesis of target molecules. Despite this, their implementation on a large scale (>100g) in viable commercial processes is not yet commonplace. The challenges that must be overcome to scale up these techniques, as well as selected strategic applications in synthetic routes for the pharmaceutical industry, are discussed.
Photoredox catalysis
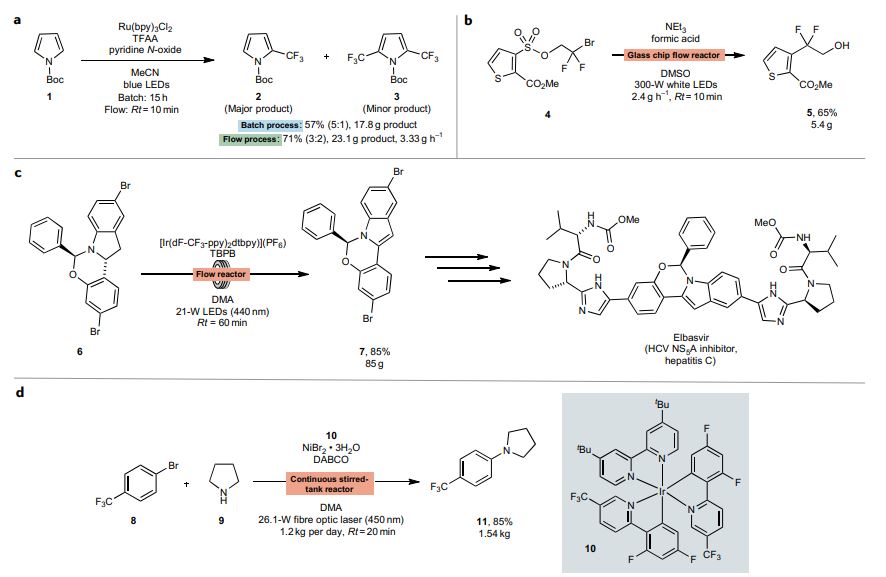
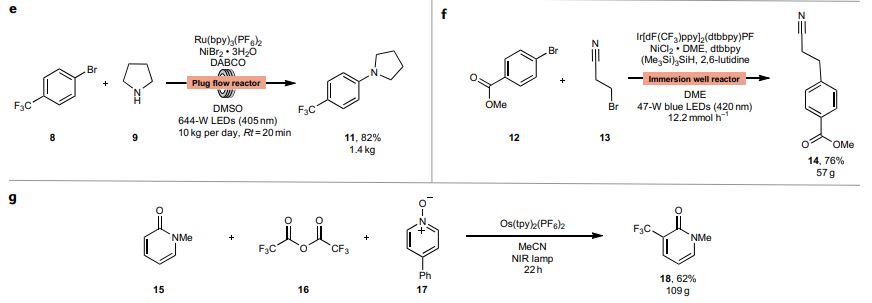
Fig. 1 | Photoredox catalysis for late-stage functionalization of complex molecules. The high chemoselectivity and ability to promote otherwise unachievable reactions make photoredox catalysis a powerful tool for the late-stage functionalization of complex molecules. a | Trifluoromethylation of N-Boc pyrrole using pyridine N-oxide as a sacrificial redox auxiliary7 . b | Light-initiated Smiles rearrangement of a pharmaceutically relevant thiophene11. c | Indoline oxidation process to synthesize an elbasvir intermediate12. d | Laser diodes were used as a high-intensity light source in this C–N coupling of an aryl bromide with pyrrolidine14. e | Batch conditions were adapted to a plug flow reactor for this C–N coupling, resulting in significantly shorter reaction time15,16. f| An immersion well reactor was employed for this Ir/Ni-catalysed photoredox transformation, a reductive coupling of aryl bromide 12 with 3-bromopropionitrile19. g | The trifluoromethylation of 1-methylpyridin-2(1H)-one (15) was successfully conducted on a 100-g scale with eight 740-nm lamps7,21
Electrochemistry
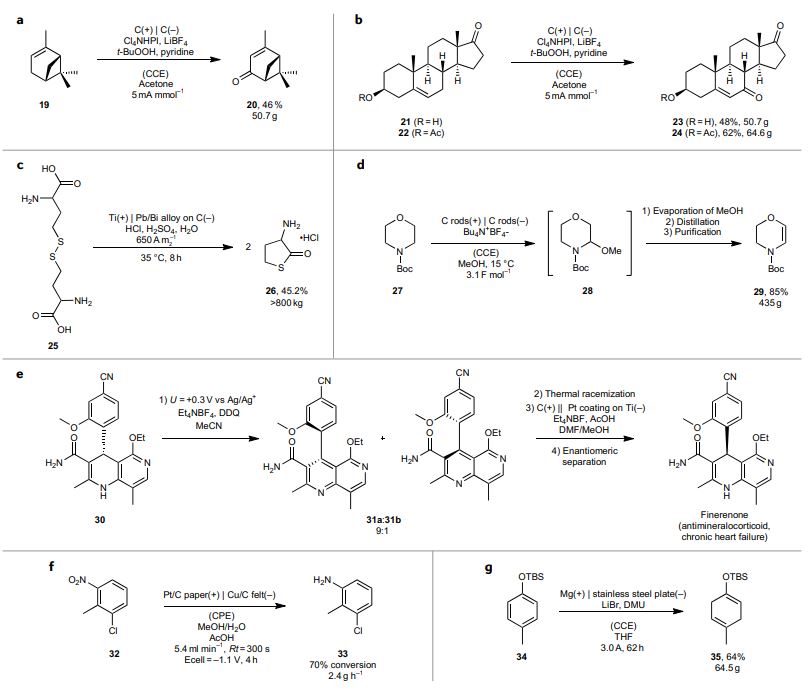
Fig. 2 | Application of electrochemical synthesis in large-scale transformations. With the use of inexpensive electrodes, electrochemical transformations have been successfully implemented for economical, safe and high-yielding, large-scale transformations. a | Conversion of α-pinene to verbenone using a scalable electrochemical allylic C–H oxidation protocol26. b | Without the employment of precious metal electrodes, this allylic C–H oxidation protocol was also used to furnish a sterol product26. c | A large-scale electrochemical reduction protocol to convert DL-homocysteine to a thiolactone building block used for the preparation of drug compounds citiolone and ersteine25. d| Green-chemistry-compliant electrochemical Shono oxidation of Boc-protected cyclic amines30. e | An electrochemical enantiomeric enrichment process used to racemize the undesired atropisomer of finerenone to the desired enantiomer32. f | Continuous electrocatalytic hydrogenation of commercially relevant functionalized nitroarenes36. g| Electrochemical Birch reduction conducted in a modular flow set-up to synthesize a Pfizer intermediate precursor37.
C–H activation
Fig. 3 | C–H activation has emerged as a state-of-the-art method for the synthesis of complex molecules. C–H activation transformations can provide strategic connections and disconnections, but the industrial use of this methodology remains challenging due to the fact that these transformations are costly on a large scale. a | Direct arylation protocol used to synthesize a benzothiazole intermediate on a multi-kilogram scale41. b | Ruthenium-catalysed multi-kilogram-scale arylation method towards the synthesis of anacetrapib42. c | Palladium-catalysed intramolecular C–H arylation to build the central 7-membered ring of beclabuvir46.
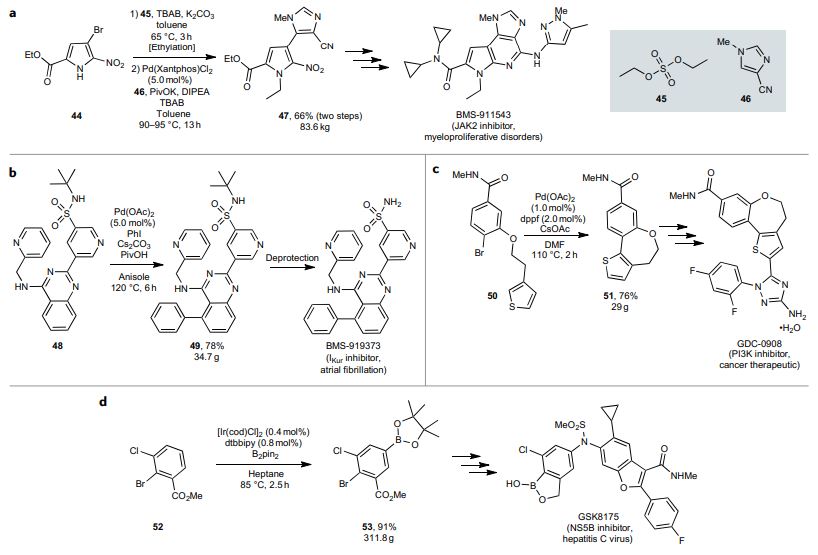
Fig. 4 | Process-scale applications of C–H activation protocols towards complex active pharmaceutical ingredients. The application of C–H activation chemistry has led to shorter synthetic routes by enabling the use of simple and commercially available starting materials. a | Palladium-catalysed C–H functionalization of a pyrrole fragment towards the synthesis of an active pharmaceutical ingredient (API)47. b | C–H arylation conditions used to install a phenyl group on an API intermediate in the key synthetic step48. c | Pd-catalysed C–H arylation reaction used in a scalable and practical 12-step route towards an API50. d | Regioselective iridium-catalysed C–H borylation reaction used in a convergent multi-kilogram-scale route towards an API.
Reductive coupling reactions
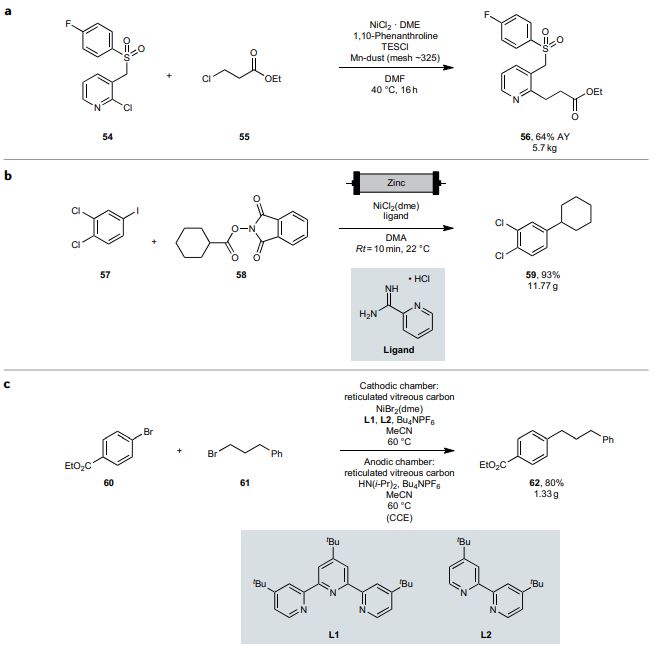
Fig. 5 | Reductive cross-electrophile coupling for the synthesis of complex active pharmaceutical ingredients. Reductive cross-electrophile coupling has emerged as a robust C–C bond-forming method and an operationally simple alternative to air-sensitive reactions, like Suzuki and Negishi couplings. a | Scale-up of a Ni-catalysed cross-coupling reaction for the synthesis of a pharmaceutical candidate intermediate66. b | Gram-scale Ni-catalysed coupling between aromatic halides and redox-active esters in continuous flow with a zinc bed column69. c | Small-scale Ni-catalysed electrochemical cross-electrophile coupling between aryl bromides and alkyl bromides in a divided cell70. AY, assay yield.
Flow chemistry
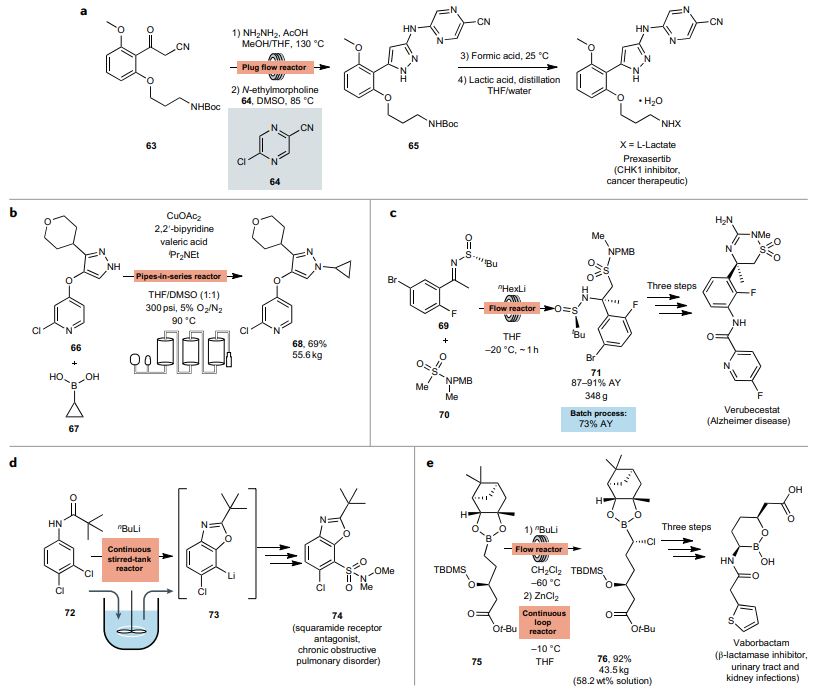
Fig. 6 |Continuous flow manufacturing of pharmaceuticals. Continuous flow chemistry is an innovative technology that has become increasingly used in the pharmaceutical industry and optimized for large-scale synthesis. a | Flow process used in a series of eight continuous unit operations to synthesize multi-kilogram amounts of prexasertib for human clinical trials77. b | Manufacturing-scale O2-mediated Chan–Lam coupling for the synthesis of a late-stage intermediate of a targeted active pharmaceutical ingredient78. c | Kilogram-scale organolithium addition into a chiral ketimine to furnish an intermediate en route to verubecestat82. d | Synthesis of benzoxazole pharmaceutical agent via an exothermic organolithium reaction conducted in continuous flow84. e | Matteson homologation process used towards the synthesis of vaborbactam85. AY, assay yield.
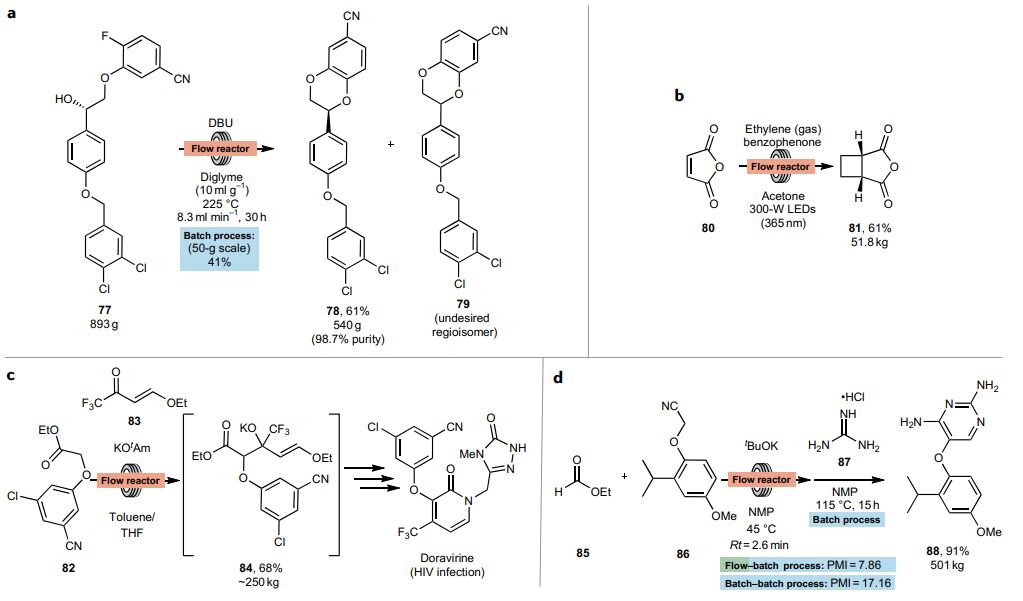
Fig. 7 | Process-scale flow chemistry in the pharmaceutical industry. Flow chemistry has proven to be an enabling technology for transformations that are complicated or impossible to conduct in large-scale batch reactors. a | Continuous flow SNAr reaction conducted on a large scale for the synthesis of a benzodioxan active pharmaceutical ingredient intermediate86. b | Continuous manufacture of a cyclobutene product via a [2+2] photocycloaddition89. c | Continuous flow aldol reaction between an ethyl ester and an enone for the synthesis of a doravirine intermediate90. d | Hybrid flow–batch manufacturing process for gefapixant citrate92. PMI, process mass intensity.
Conclusions and outlook
Identifying efficient scale-up procedures for the four reaction classes highlighted above, as well as for continuous flow chemistry technology, could lead to shorter development time between the discovery-scale synthesis of complex APIs and their multi-kilogram production. The optimization of these processes for large-scale applications could also significantly change the way chemists think about making molecules. To make the implementation of these innovative technologies increasingly feasible, viable commercial procedures need to be developed and the challenges discussed herein must be overcome. Although selected strategic applications of photoredox catalysis, electrochemistry, C–H activation, reductive coupling and continuous flow processing have been reported in synthetic routes for the pharmaceutical industry, further improvements to these processes remain to be realized. With improved mechanistic understanding, enhanced reactor engineering, increased use of green solvents and reagents, decreased use of precious metal catalysts and the development of parameters that allow effective transfer of bench-scale kinetic measurements to production-scale processes, these novel methods and technologies could eventually be executed routinely on the production scale. To continue to expand the capabilities of industrial- scale synthesis, it is important to invest in the development of these technologies. Several methodologies that are now commonly employed in large-scale syntheses were state of the art about 15 years ago and faced similar, yet, unique, hurdles for their successful scale-up. One noteworthy reaction class that exemplifies the timeline and developmental advances that novel reactions must undergo to be readily scaled up is biocatalytic chemistry. Through advances in enzyme discovery, high-throughput experimentation and protein engineering, the availability of biocatalysts and the operational simplicity of these reactions have been improved. As a result, these transformations are increasingly used for large-scale applications and their use has facilitated many challenging synthetic transformations. There are clear differences in the approaches used for biocatalysis 15 years ago compared with now93; however, it is with the developments made in academia and the experiences gained through the implementation of biocatalysis in a process chemistry setting that these transformations have become standard, large-scale synthetic procedures94. We foresee that, with further development, this evolution could also be achieved for the four reaction classes featured in this Review (i.e. photoredox catalysis, electrochemistry, C–H activation and reductive coupling), as well as for flow chemistry technology.
Published online 22 June 2021
Copyright© VastPro (Zhejiang) Pharmaceutical Co.,Ltd. ChinaChemNet Toocle Copyright Notice
4th Floor, Building 9B, 100 Haike Road, Pudong New Area District, Shanghai, 201210 P. R, China.
Tel: +86-21-20608178 Fax: +86-21-20608171 Contact us


